GEP Germany stellt zwei Entwicklungen für die innovative Weiterverarbeitung vor
Stanzen und Abrollen in Perfektion
von Redaktion,
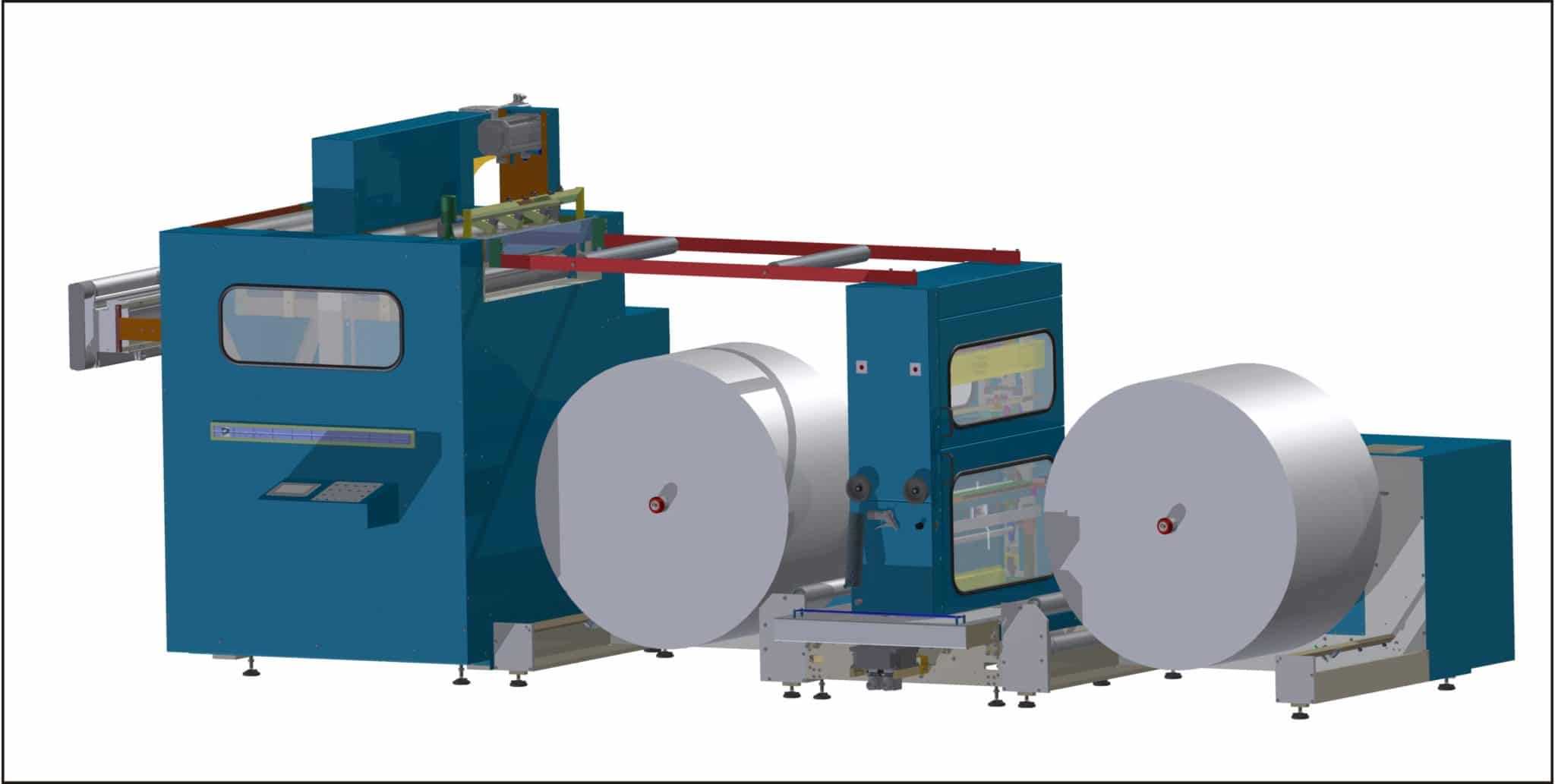
Der TUU 770 ist ein Nonstop-Null-Register-Abroller mit doppelseitig aufgebrachtem Klebeband zur Stoßanklebung.
Es gibt ihn mit zwei verschiedenen Rollenpuffer-Größen.
GEP Germany (Global Ehret Processing Technology) bietet hochwertige Finishing-Systeme und -Lösungen für die Digitaldruck und Offset-Web-Finishing-Branche an. Zwei aktuelle Module zum Stanzen und Abrollen stellen wir an dieser stelle vor.
Anzeige
Stanze mit hoher Variabilität
Bernhard Ehret ist unter anderem Geschäftsführer, Gesellschafter und Gründer der GEP Germany GmbH.
DDS 560 und DDS 770 sind voll variable, dynamische, rotative Stanzeinheiten. Mit diesen Modulen kann der Anwender beliebig geformte Stanzungen und Perforationen in Druckbögen einbringen. Die Module können mit 0,48 mm oder 1 mm Stanzblechspalt und für Bögen mit 22 oder 28″ Breite geliefert werden. In der Anlage können Bögen mit einem stufenlosen Bogenlängenbereich von 8″ bis 32″ verarbeitet werden. Die Besonderheit der Anlage ist, dass der Stanzabfall an den Stanzzylinder angesaugt und in den Absaugtrichter abgestoßen wird, sodass keine Ausbrechstation erforderlich ist. Die Stanzlinge können ohne Haltestege vollständig ausgestanzt werden, man erhält eine maximale Qualität der Stanzung mit völliger Trennung des Nutz-Stanzlings von der Makulatur. Das Stanzmodul kann mit einem Abroller-Querschneider kombiniert werden, der die Einzelbögen direkt von der Rolle schneidet, oder aber mit einem Einzelbogenanleger, der von dem Stanzmodul angesteuert wird. Das Stanzmodul kann einfach in die jeweilige Betriebsart umgeschaltet werden.
Exakt und präzise
Die Bögen werden im Einlaufrollentisch des Stanzmoduls seitlich ausgerichtet und dann präzise der Stanzeinheit zugeführt. Kurz vor der Stanzeinheit werden die einzelnen Bögen noch exakt im Längsregister ausgerichtet, so dass die Stanzung präzise im vorgegebenen Abstand zur Bogenvorderkante eingebracht wird. Die hier verwendete Servotechnik macht maximale Präzision möglich. Das Stanzwerk ist mit einem Schmitzring-geführten Magnetzylinder und einem harten Gegendruckzylinder ausgestattet, sodass konstante Stanzergebnisse und eine maximale Lebensdauer der Stanzbleche erreicht werden. Der Stanzzylinder wird über hydraulisch arbeitende Druckspindeln angepresst, so dass auch bei starken Papieren eine saubere Stanzung gewährleistet ist. Auch diese Anlage kann optional mit einem Industrie-PC ausgestattet werden, um eine Fernwartung übers Internet durchführen zu können. Aufgrund des äußerst attraktiven Preis-/Leistungsverhältnisses hat die Stanzanlage einen sehr kurzen ROI-Wert.
Die digitale rotative Stanzanlage für Einzelbögen von GEP wird in 22 und 28″ Breite gebaut, so dass man den größten Bogenbereich damit abdeckt. Die Anlage kann sowohl mit einem Abroller-Querschneider, der die Einzelbögen von der Rolle schneidet, kombiniert werden – oder mit einem Bogenanleger gespeist.
Für die Nonstop-Weiterverarbeitung gemacht
Der TUU 770 Nonstop-Abroller ist 30″ breit und verfügt über eine hochfeste Schlagverklebung sowie den »Null-Register-Stoßsplice«. Mit diesem einzigartigen Abwickler wird eine Nonstop-Weiterverarbeitung von digital oder im Offset bedruckten Rollen gewährleistet. Es entfällt der extrem hohe Zeitaufwand für den Rollenwechsel, welcher die Produktionskosten extrem in die Höhe treibt. Dies wird bei Verarbeitungsgeschwindigkeiten von 200 bis 300 m/min umso wichtiger, da je nach Papierstärke alle 40 Minuten eine neue Rolle eingelegt werden muss. Bei einer Wechselzeit von zehn Minuten – bei manuellem Rollenwechsel – können damit bis zu 20 Prozent Produktionszeit verloren gehen.
Doppelt hält besser
Im Gegensatz zu allen Systemen von Mitbewerbern auf dem Markt erfolgt in diesem Aggregat die Verklebung der Bahnenden mit zwei Klebebändern, die mit hoher Kraft zusammengeschlagen werden, sodass die Verklebung »bombenfest« und maximal flach ist. Durch den mit Servomotor gesteuerten Trenn- und Verklebevorgang wird auch eine registergenaue Verklebung sichergestellt, sodass keinerlei Registerverlust im nachfolgenden Weiterverarbeitungsprozess entstehen kann. Auch bei der Verarbeitung von Blankopapier im Eingang von Digitaldruckmaschinen ist die absolute Flachlage der Klebestelle eine Garantie dafür, dass Druckköpfe nicht berührt und beschädigt werden. Der Rollenpuffer ist mit Rollen großen Durchmessers ausgestattet, um zum Beispiel auch 350 Gramm schweren Karton problemlos vorhalten zu können. Er ist in zwei Versionen für 300 m/min oder für 150 m/min Splice-Geschwindigkeit erhältlich. Die Baugröße des Puffers ist bei 150 m/min exakt halb so lang. Beide Nonstop-Abroller können bei bis zu 300 m/min betrieben werden, nur für den reinen Splicevorgang muss die zweite Abroller-Version kurz auf 150 m/min Splicegeschwindigkeit abgebremst werden. Leicht zugänglich Die Rollen sind sehr einfach von der Bedienseite mit der hydraulischen Einhebevorrichtung einhebbar. Das Spliceaggregat ist über Schiebetüren auf allen Seiten zugänglich und leicht zu bedienen. Der Bahneinzug in den Rollenpuffer erfolgt motorisch, sodass auch bei einem Bahnriss schnell wieder der Produktionslauf erreicht wird.